领略数控机床高速主轴切削加工流程原理
来自德国sycotec独家技术【数控机床高速主轴切削加工】流程工作原理,卡西德电机科技为您在数控机床(CNC加工中心)高速主轴应用提供多套解决方案,如需技术支持请联系我们!
轴承系统:
4个高性能高速陶瓷轴承
油脂润滑,无需保养。
转速范围 5000 – 50 000转/分钟
高刚性和功率密度高
电机部件
>采用BLDC高速电机
>转子无需安装位置传感器
>采用热传感器进行温度保护
>高功率密度使尺寸变小
>高效率,发热量小
>驱动控制简单
>过载保护
冷却系统:
外壳集成水冷系统
>同时对电机的定转子,前后轴承进行冷却
>无需附加外夹具冷却
>快速散热,不发生电机定转子和前后轴承过热
>均衡散热,不产生内部热应力
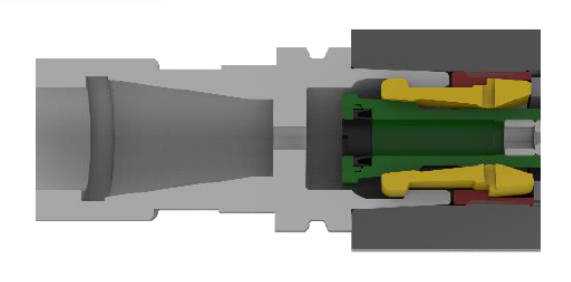
夹刀监控:
不间断监控夹刀系统
>刀具松开
>刀具夹紧
>判断夹紧时有无刀具
>提高生产安全和生产效率
锥面清洁:
每次换刀时自动清洁锥面,无需附加的联结和控制信号
密封系统:
IP55防止赃物和冷却液进入主轴

换刀系统:
采用标准的换刀系统
>静态和动态的刚性高
>换刀重复精度< 0.002mm
>高速切削加工的最佳解决方案
>操作方便和可靠性高
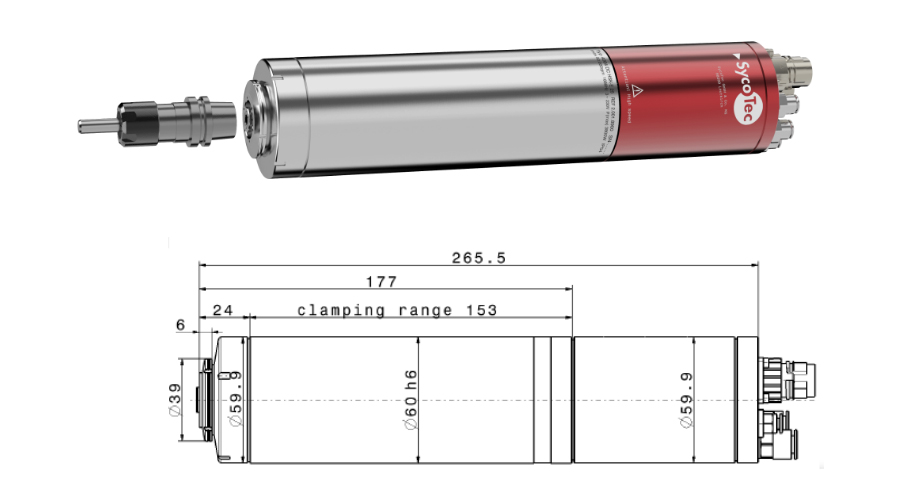
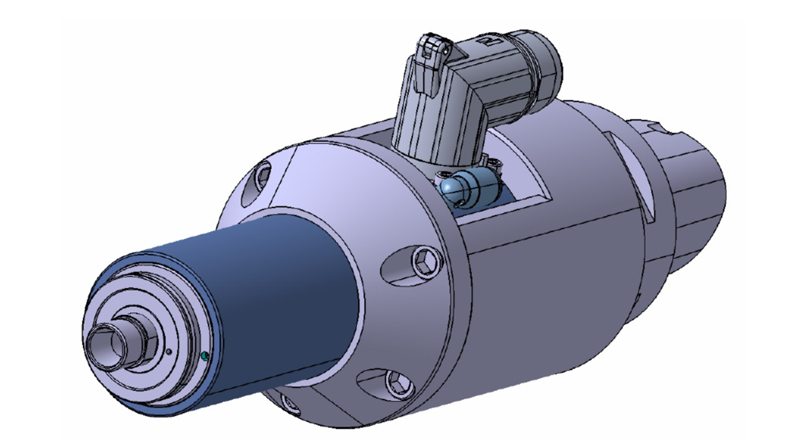
HF-4015DC集成在HSK63的刀柄里面
HF-4015DC
高速主轴4015DC可以灵活地使用在数控机床里面。利用各种标准的换刀系统实现自动更换的高速旋转刀具使用。
转速范围: 5000 至 80,000 转/分钟,短时间内甚至达到 100,000 转/分钟
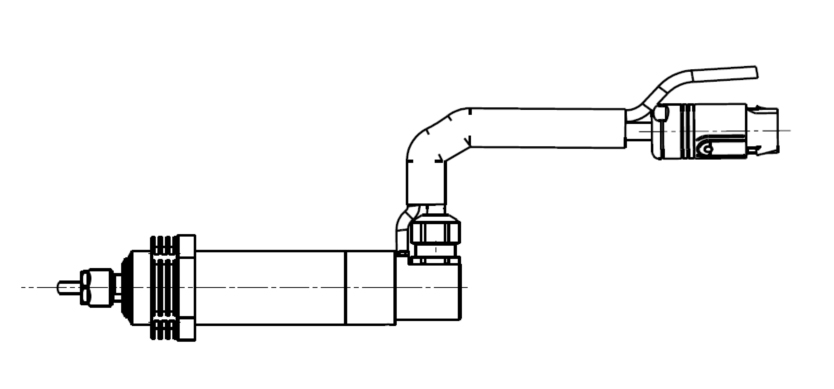
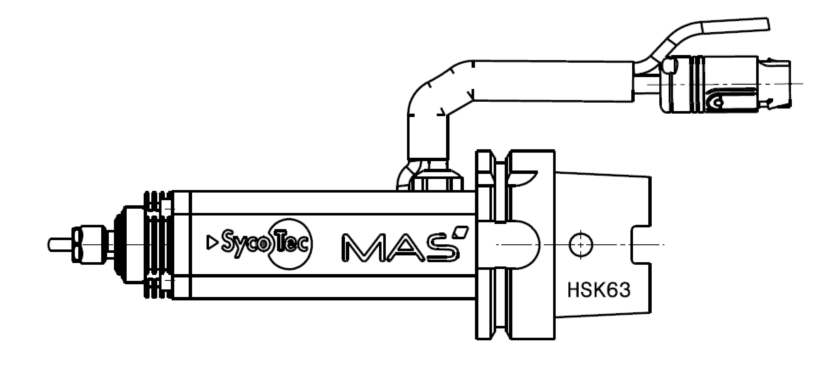
HF-4015DC集成在HSK63的刀柄里面
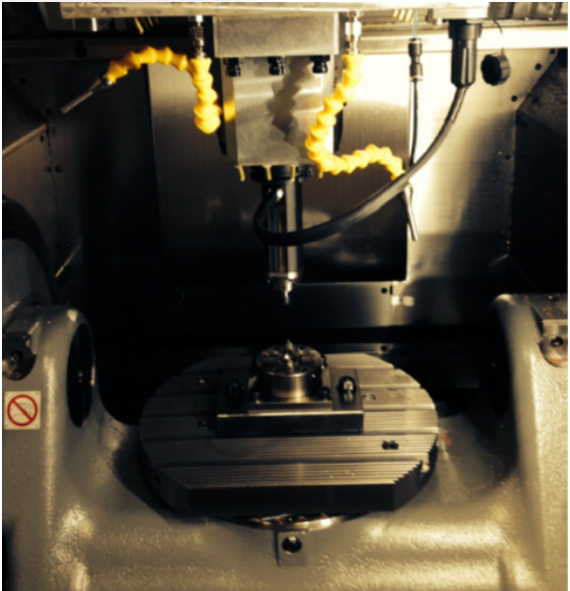
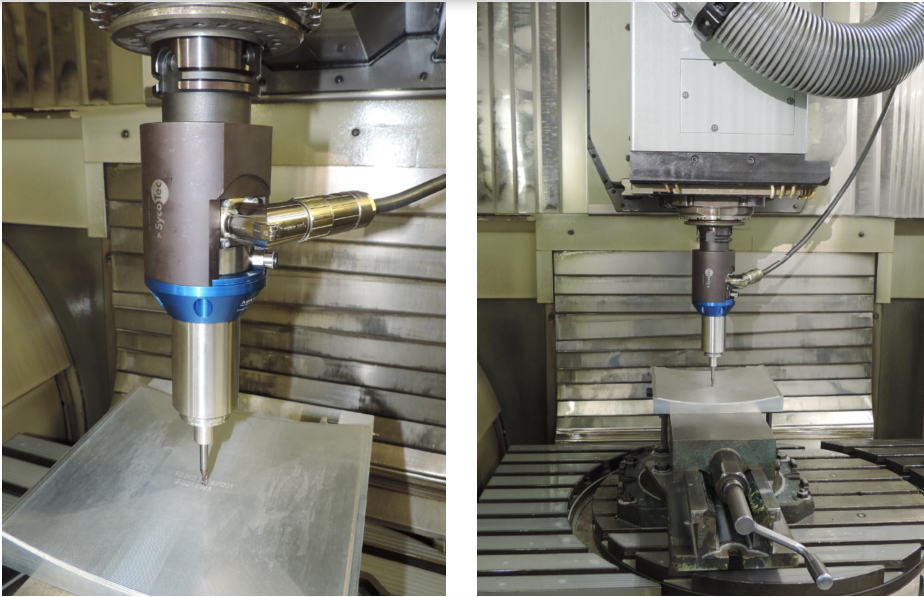
高速电主轴 4015 DC-R-HSK63集成在一个 5轴 加工中心里
HF-4033和Index换刀刀柄
高速电主轴 4033AC集成在VDI25刀柄里:
>VDI刀柄适用于不同的转速和不同的尺寸大小
>也可以和其它的标准刀柄相匹配
>4033AC加上VDI刀柄适可以灵活地用于各种高速加工

利用高速电主轴 4033AC一步一步提高生产效率:
>在SycoTec工厂内部,为了提高生产效率,在Index C200机床上,利用4033AC-LN15代替原配的高速主轴。结果转速提议提高三倍, 加工时间缩短了40%。
>尽管如此,优化还远未停止,通过走刀路线以及铣削方式的改变,可以更充分利用4033AC的优势,还可以更显著地缩短加工时间。
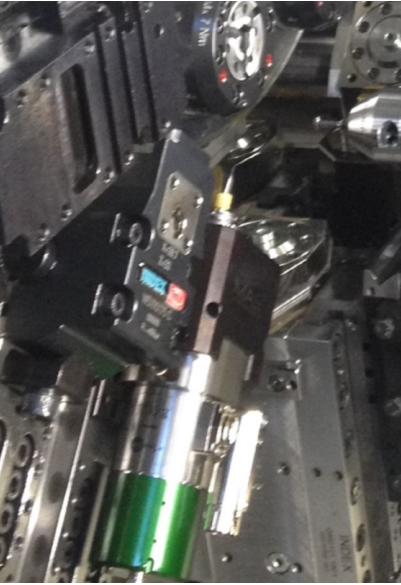
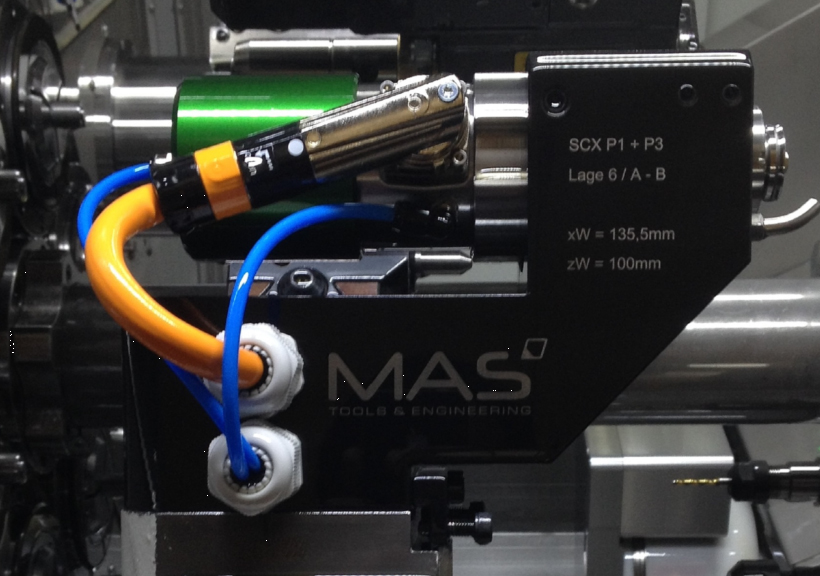
3 HF-电主轴 4033AC装到一台Index机床上
HF-4036集成在HSK40换刀刀柄里
在SycoTec内部的一台 Index G160 里用HSK40换刀刀柄集成了一只4036电主轴。加工转速可以提升至80 000转/分钟。
>加工时间每个零件可以缩短5分钟
>在高速加工时机床大主轴的磨损严重,维修的费用非常昂贵(10000-20000欧元),维修时间也很长(至少2星期)
>利用专用的高速主轴代替大主轴进行高速加工,更换主轴只需要10分钟,维修费用低于1000欧元

HF-4036集成在HSK40换刀刀柄里

HF-4040DC-S集成在HSK63换刀刀柄里
HF-4040DC-S集成在HSK63换刀刀柄里
HF-4040DC-S集成在HSK63换刀刀柄里

HF-Motor Spindle 4040 DC-S-ER-DD中心通过切削液

HF-Motor Spindle 4040 DC-S-ER-DD中心通过切削液
